资料下载 YOLOV计数检测源码下载 1.打开视觉计数包装机图像 OpenFileDialog openFile = new OpenFileDialog(); openFile.Filter = "jpg图片|*.JPG|png图片|*... 10/052,997YOLOV计数检测源码下载已关闭评论 阅读全文
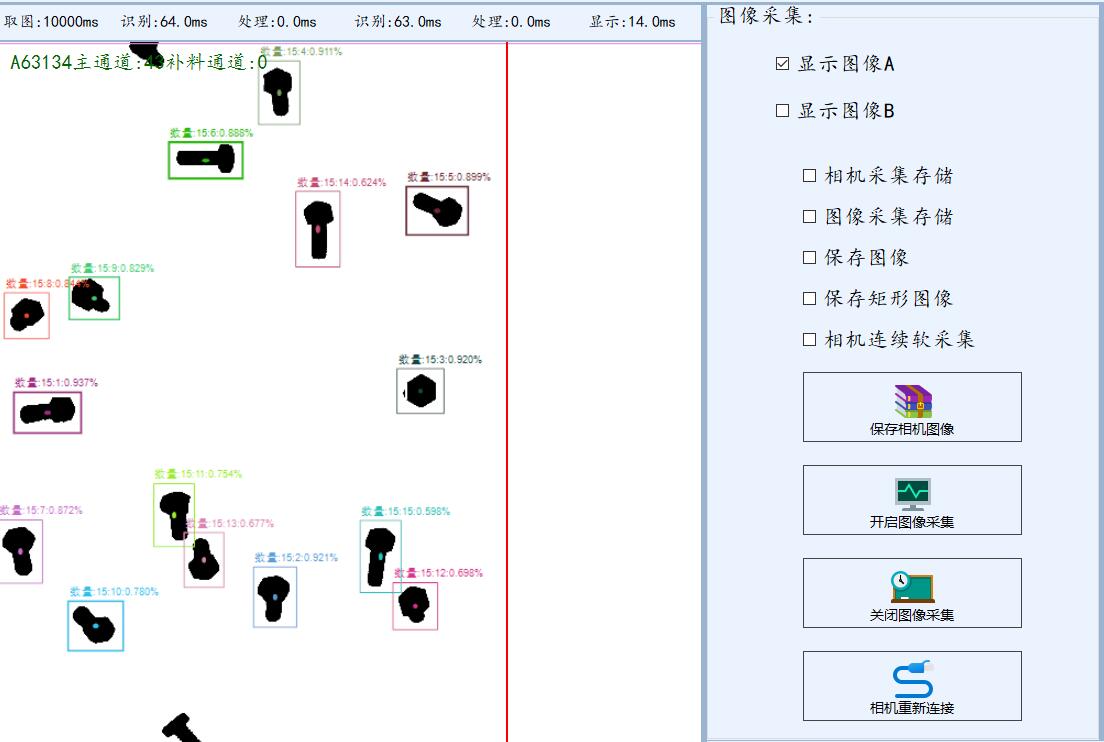
资料下载 视觉计数软件福利 安装方式: 1.解压文件。 2.点击Debug文件夹。 3.双击setup文件。 4.选择安装的路径。 5.打开图片。 6.自动识别数量。 7.支持海康相机 8.QQ群710585041。 9.扫码分... 09/292,841视觉计数软件福利已关闭评论 阅读全文
资料下载 三菱plc编程软件下载 软件来自三菱官方网站,安装过程如果提示需要序列号,请输入下列其中一个: 570-986818410 804-999559933 998-598638072 12/212,851三菱plc编程软件下载已关闭评论公司案例 阅读全文
资料下载 热收缩膜包装机电路图及程序下载 热收缩包装机组操作规程 建立热收缩包装机组的标准操作程序,规范热收缩包装机组的操作。 适用范围 封切机和热收缩炉组成的热收缩包装机组的操作 封切机使用说明书 热收缩炉使用说明书 开机前的检查准备 工作... 11/242,513热收缩膜包装机电路图及程序下载已关闭评论 阅读全文
资料下载 台湾110吨冲床电路原理图与原程序下载 台湾110吨冲床电路原理图与原程序 厦门氿亿智能设备有限公司 金丰110吨电气原理图与三菱PLC程序,及文档备注,打开方式。CAD2015,三菱PLC的编程软件GX Developer及办公软件。 包... 11/242,864台湾110吨冲床电路原理图与原程序下载已关闭评论氿亿智能设备 阅读全文
资料下载 三菱PLC解密软件 三菱FX系列PLC解密软件是一款非常实用的fx系列plc解密软件,支持三菱FX2、FX0N、FX0S、FX1N、FX1S、FX2N、FX2-EEPROM等FX全系列PLC. 链接: https://p... 11/241,967三菱PLC解密软件已关闭评论 阅读全文
资料下载 PLC485通信测试软件 PLC485通信测试软件SSCOM5.13 PLC都有串口(RS-232/RS-422/RS-485)通信功能,PLC通过串口,可以与计算机或别的有串口的设备(例如智能仪表)通信。各厂家的串口通信协议... 12/211,900PLC485通信测试软件已关闭评论 阅读全文


 资料下载
资料下载
资料下载
资料下载
 资料下载
资料下载
 资料下载
资料下载
 资料下载
资料下载
资料下载
资料下载
资料下载
资料下载
资料下载
资料下载
资料下载
资料下载
资料下载
资料下载